
Printing black ink on a black shirt — trendy, right? As with everything in screen printing, there are multiple ways to achieve this goal. From using a puff base to printing with clear base to curing at higher and lower temperatures, printers can offer a variety of effects and looks to their customers. Let's take a look to see how each technique turns out so you can decide what's best for your next print job.
PUFF INK
For puff ink, you'll be using a 110 mesh screen. Add the puff additive to your ink (we're experimenting with a new puff ink additive in the video; we'll share more information about this new product soon).
The amount of puff you get depends on the ink layer deposit on the shirt. A thinner ink deposit means you'll get a little bit of puff. A thicker layer means you'll get more puff.
The amount of puff additive you put in the ink will affect the puffiness of the print as well. Be careful — don't put too much puff additive in the ink! Too much puff additive can cause the ink to blow up and collapse. Also, don't get the ink too hot because the heat can also cause the print to collapse.
LEARN HOW TO PRINT BLACK PLASTISOL INK ON WHITE GARMENTS
CLEAR BASE
With your 157 mesh screen on press, put the clear base on the screen. In the video, we're using a clear base that we're testing, so stay tuned for more details on that new product. Do two passes. Cure at stated temperature on label.
When it's wet, you won't see a huge difference between the clear base and the shirt. When it's cured, you'll see this:
It's important to note that all clear bases will behave differently. They'll also act in various ways depending on the fabric content. For example, if the shirt has a higher amount of polyester, the fabric will make the ink appear more wet and slightly darker.
BLACK PLASTISOL INK
Slather on the black plastisol ink (we're using FN-INK™) on the 157 mesh screen. Flood the screen and print. Do two passes — it'll make it a little smoother.
When the print is wet, you'll notice a slight difference in the tone of the ink.

Now, the temperature you cure the ink at will affect the look of the print. Hot cure temps will make the print look glossy. Another way to get a glossy print is to do print-flash-print. Curing the plastisol ink at a lower temperature makes the print have more of a matte look, less shine.
SMOOTHING SCREEN
Those darn fibers sticking through the ink are a pain in the butt. To make the print smooth, use a smoothing screen. Gently flash the print and apply the smoothing screen to it. To learn more about a smoothing screen, check out this video.
COMPARE AND CONTRAST

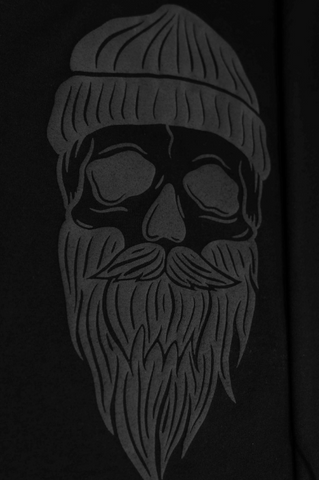
Puff ink — The most vibrant print of them all. You'll notice the puff created the black to look more like charcoal. A lot of people like the look.
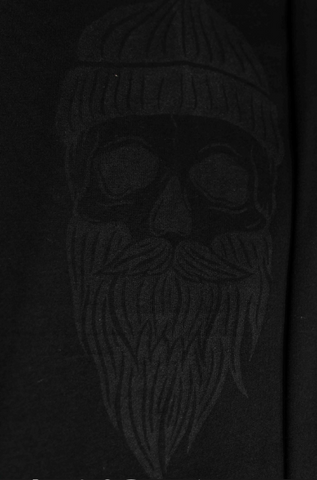
Clear base — The clear makes the black much more subtle, giving off a tonal change. The clear base print will be much softer compared to the others.
Plastisol ink cured at high temp — The print looks a lot more shiny and glossy.
Plastisol ink cured at lower temp — The print looks more matte, subdued.
That's a wrap! As you can see, printing black plastisol ink on black shirts is pretty simple and you have a ton of options of ways to achieve it. Which route you go will depend on what you or your customer wants out the print.
LEARN HOW TO PRINT WHITE PLASTISOL INK ON BLACK GARMENTS

PRODUCTS USED IN VIDEO
- 25 Vector Skull Pack
- Riley Hopkins 150 4x1 Press
- Black FN-INK™
- 156 & 110 Hi-Dro Eco Frames
- Baselayr Complete
- 70 Durometer Squeegee
- Screen Cart
- Clear Base (new product coming soon)
- Puff Additive (new product coming soon)
- SanMar's DT 104 shirts